Accretech SBS
Balancing Systems for Industrial Grinders
オートバランスソリューションは、コンピュータコントロールパネル、振動センサー、スピンドルマウントアダプタ、バランスヘッド(スピンドルの外部または内部のいずれか)というエレガントにシンプルです。
オートバランスを使用すると、オペレータはボタンを押すだけで適切なバランスを取ります。 SBS オートバランシング ソリューションは、コンピュータコントロールユニット、振動センサー、スピンドルマウント アダプタ、およびバランス ヘッド (外部構成または内部構成) で構成されています。 一度、研削機に取り付けられたセンサーは不均衡を検出して測定し、自動的にバランスヘッド内のカウンターウェイトの位置を調整し、機械の振動を自動的かつ動的に排除するコントロールユニットにこの信号を送信します。
研削機の砥石が正確に加工し、滑らかな表面仕上げを生成し、正しい部品形状を生成するためには、粉砕工程における振動を防ぐ必要があります 研削時の振動の主な原因は、砥石に不均衡が存在することです。 これは多くの場合、不均衡に分布した多数の粒子を含み、本質的な不均衡を引き起こす砥石の不均一な性質によるものです。 この不均衡は、砥石の偏心実装、砥石の幅の変化、アーバーの不均衡、およびクーラント吸収によって、砥石に複合化することができます。 これらすべての要因を考慮すると、慎重に確立された初期残高でさえ長続きしません。 さらに、摩耗やドレッシングにより、砥石の回転動的が常に変化しています。 これらの理由から、砥石の動的なバランスは、生産プロセスにおける重要なステップとして長い間認識されてきました。
マニュアルバランサは、マニュアバランス制御ユニット、振動センサー、およびRPMセンサで構成されています。
マニュアバランサはオペレータが砥石のフランジまたは砥石のハブの溝に置かれる2つか3つの可動バランスの重量を調節することによって運転前に砥石のバランスを取ることを可能にし、独立して置くことができる。 SBSマニュアバランスソリューションは、コンピューター制御ユニット、振動センサー、RPMセンサーで構成され、不均衡を検出して測定し、不均衡を解消するために必要な補正を計算し、オペレーターが計算された位置にバランスウェイトを手動で配置するようにガイドします。 このソリューションは、専用の工作機械のバランスを取るための低コストの代替手段を提供します。
アコースティックエミッションによる標準的なプロセス監視は、研削プロセスによって発生する高周波ノイズ(アコースティックエミッションまたはAE)の検出と分析を含みます。 SB-5500用のAE-1000およびAEMSアッドインカードは、独自の音響検出技術を使用して空振り時間を短縮し、クラッシュ保護を提供します。
SBSは現在、2つの異なるバージョンのAEMS(アコースティックエミッションモニタリングシステム)を提供しており、お客様に非常に高い精度で研削プロセスを監視する機能を提供しています。 AE-1000アコースティックモニターは、クラッシュ保護と、ギャップの除去または研削品質の監視に使用できる1つのプログラム可能なプロセス制限を提供する基本的なコントロールです。 SB-5500コントロール用のAEMSアッドインカードは、個別のギャップとクラッシュ制限、および2つの追加のプログラム可能なプロセス制限により柔軟性を提供します。 AEMS製品ラインは、独自のAEセンサー技術を使用して、研削プロセスの重要なイベント中に研削盤構造で生成される高周波信号を監視します。 ユーザーはシステムを簡単かつ迅速に設定でき、研削プロセスの制御を改善する利点をすぐに得ることができます。
AEMSカードは、光学的に絶縁されたリレー出力と同様に、品質または監視目的で外部データロガーに供給できるアナログ0~10V信号を提供します。
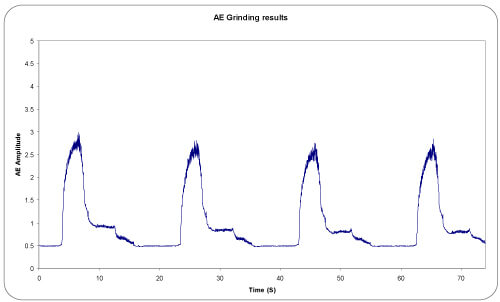
グラフは、標準の外部AEセンサーを使用した自動円筒型研削盤の研削サイクルから取得した音響特性を示しています。 このデータは MS Excel などのソフトウェアを使用して補間できます。 4つのコンポーネントは、74秒の期間にわたってサイズに合わせて加工されています。 グラフの各「頂点(ピーク)」は、それぞれが約20秒かかる1つの個別のコンポーネントの研削サイクルを示します。 音響振幅はグラフのY軸に表示されます。 各「ピーク」を綿密に調べると、ほとんどの材料が部品から取り除かれ、音響信号が最大値に達すると、最初の研削が明らかになる。 その後、部品の材料のほとんどが除去された後に信号がドロップします。 「スパークアウト」が発生し、正しい部品直径に達する – グラフのフラットスポットで示されます。 サイクルの終わりに向かって音響信号のディップは、砥石頭の引き込みを示し、砥石は部品との接触を失います。 その後、高圧クーラントがオフになります。 このサイクルは、4つのコンポーネントに対して4回繰り返されます。
SBS AEセンサーを有効にするには、ユーザーが、SBS コントローラの適切なスロットに AEMS インターフェイス カードを取り付ける必要があります。
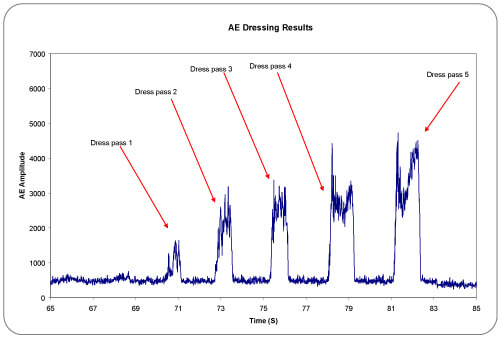
AEMSカードは、光学絶縁リレー出力に加えて、品質または監視目的で外部データロガーに供給できるアナログ0~10V信号を提供します。 以下は、CBN(Cubic Boron Nitride)タイプの砥石を備えたカムシャフトグラインダーから取られた5つのドレッサーパスです。
グラフに示される各パスは、ダイヤモンドドレッサーが最初に砥石に触れ、砥石を横切って動く摩耗材料を取り除くノイズを示しています。 この特定のケースでは、各パスの砥石からより多くの研磨剤が取り除かれ、これは毎回音響信号の振幅の増加に示される。 平らなプロファイルのない砥石では、幅全体にわたって均一な音響信号が望ましいです。 不均一な音響特性またはは、不適切なドレスパスを示している可能性があり、コンポーネントの品質の問題につながります。 AEMS製品は、研削盤CNCに、ドレスサイクル中に音響信号が許容レベルを下回った、または許容レベルを上回ったことを通知できます。 その後、CNCは、良好な砥石プロファイルに達するまでドレッシングを繰り返すことができます。
AEセンサーシステムを適切に適用することで、砥石ドレッシング中の高価なCBN研磨材の除去を最小限に抑えることができます。 したがって、SBSアコースティックエミッションソリューションは、材料費の節約と廃棄製品の最小化の観点から、測定可能な投資収益率を提供します。
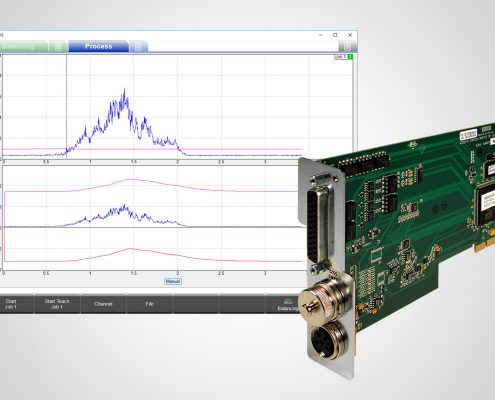
SBS ExactControlカードは、包括的なプロセス監視に関する現在の要件を満たすために開発されました。 6つのAEセンサを接続でき、2台を同時に操作できます。 SB-5500またはSB- 5575コントローラに差し込み、自動および手動のバランス、ハイドロバランス、および基本的なAEモニタリング用のカードにも接続できます。
ExactControlカードはマルチチャンネル対応で、プロフィバスとイーサネットインターフェイス、アナログおよびデジタル入力/出力を備えています。 このカードを使用すると、電力、スピンドル電流、振動、温度、トルク、速度、およびコントローラーからの情報(例:アラームと位置)は、プロセス監視のために個別にまたは並行して使用できます。
マイクロSDカードはデータ保存用に統合されており、すべての研削サイクルを連続ループでメモリに記録します。 3シフト操作では、プロセス分析のために、すべてのプロセスデータを少なくとも過去3か月間記録できます。 各研削サイクルは日付とタイムスタンプで記録され、個別におよび全体として表示され、分析できます。 このように、記録されたデータに基づいて、さまざまなプロセス監視戦略を後でテストし、開発することができます。
IVIS (インテリジェントビジュアリゼーション )は、SB-5500およびSB-55 75用のPCベースの制御ソフトウェアです。
IVIS は、使いやすい操作と簡単な統合を提供します。 IVISを介してプロセスデータを視覚化し、デバイスを構成することができます。 7 つの開始源と、ExactControl カードの 2 つの並列チャネルを表示および管理できます。 IVIS MiniViewを使用すると、機械の画面が動作しているときや他のソフトウェアが実行されているときでも、プロセスの監視が常に表示されます。