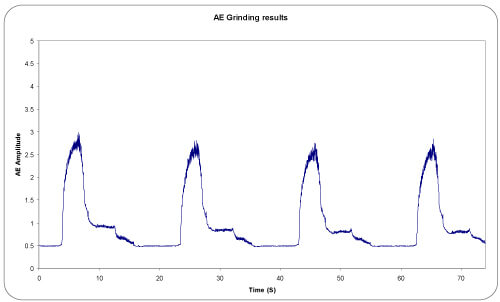
Die Grafik zeigt die akustische Signatur eines Schleifzyklus einer automatisierten Rundschleifmaschine unter Verwendung eines externen akustischen Standardsensors. Diese Daten können mittels Software wie z.B. MS Excel interpoliert werden. Vier Komponenten wurden innerhalb einer Zeitspanne von 74 Sekunden auf Maß geschliffen. Jede „Spitze“ der Kurve zeigt den Schleifzyklus einer einzelnen Komponente an, wobei jede davon ungefähr 20 Sekunden benötigt. Die akustische Amplitude wird auf der y-Achse der Grafik angezeigt. Bei näherer Betrachtung der einzelnen „Spitzen“ wird jeweils der Anfang des Schleifvorgangs sichtbar, wenn der Großteil des Materials von dem Teil entfernt wird und das akustische Signal seinen Maximalwert erreicht. Daraufhin fällt das Signal ab, nachdem der Großteil des Materials von dem Teil entfernt wurde. Dann folgt das „Ausfeuern“ und der korrekte Teildurchmesser ist erreicht – wie im flachen Kurvenabschnitt erkennbar. Der Abfall des akustischen Signals am Zyklusende zeigt das Zurückziehen des Scheifscheibenkopfes: Die Scheibe verliert den Kontakt mit dem Teil. Daraufhin wird die Zufuhr des Hochdruckkühlmittels gestoppt. Dieser Zyklus wird vier Mal für jede der vier Komponenten wiederholt.
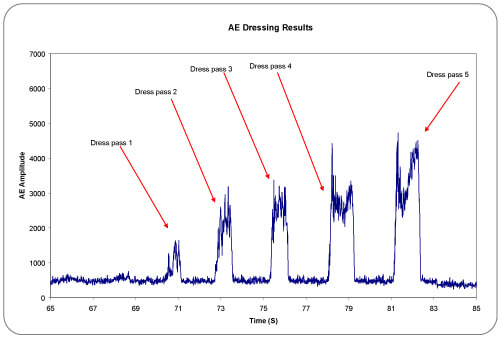
Neben optisch entkoppelten Relaisausgaben liefert die Schmitt-AEMS-Karte ein analoges 0–10 V-Signal, das an einen externen Datalogger für Qualitäts- oder Überwachungszwecke übermittelt werden kann. Die Abbildung oben zeigt fünf Abrichtdurchgänge eines Nockenwellen-Schleifgeräts mit einer CBN-Schleifscheibe (CBN steht für engl. kubisch kristallines Bornitrid).
Jeder der in der Grafik dargestellten Durchgänge zeigt das Geräusch des Diamantabrichters beim Erstkontakt mit der Scheibe und der folgenden Entfernung von Schleifmittel, während er sich über die Scheibe bewegt. In diesem besonderen Fall wird bei jedem Durchgang immer mehr Schleifmittel von der Scheibe entfernt und dies spiegelt sich in der mit jedem Mal steigenden Amplitude des akustischen Signals wieder. Bei einer flachen, nicht profilierten Scheibe ist ein gleichmäßiges akustisches Signal über die gesamte Breite hinweg wünschenswert. Unregelmäßige akustische Signaturen oder Spitzen und Senken können auf einen mangelhaften Abrichtdurchgang hinweisen, was zu Problemen bei der Teilequalität führt. Das AEMS-Produkt kann der Schleifmaschinen-CNC anzeigen, dass das akustische Signal während eines Abrichtzyklus unter/über einen akzeptablen Grenzwert gefallen/gestiegen ist. Die CNC kann dann den Abrichtprozess wiederholen, bis ein passendes Scheibenprofil erzielt ist.
Die ordnungsgemäße Anwendung eines akustischen Emissions-Sensorsystems minimiert die Entfernung von teurem CBN-Schleifmittel während des Abrichtens der Schleifscheibe. Daher bieten die akustischen Emissionslösungen von SBS einen messbaren Return on Investment mittels Einsparungen bei den Materialkosten und Minimierung von Ausschussprodukten.